

Strzelarko – prasy SP stosuje się przede wszystkim do produkcji małych precyzyjnych odlewów o różnych kształtach, szczególnie do: pierścieni tłokowych, magnesów, itp., z różnych stopów metali (brąz, mosiądz, aluminium, żeliwo oraz staliwo) w cyklu automatycznym IdeaPro produkuje wysokowydajne maszyny formierskie strzelarko-prasy SP, osiągające wydajność 400 form/godz.
Strzelarko-prasy SP są projektowane oraz wykonywane jako układy modułowe o różnych wydajnościach oraz do różnych wielkości skrzyń formierskich, dostosowane do
warunków lokalizacyjnych odlewni.
Strzelarko – prasa wykonuje formy w technologii wstrzeliwania masy formierskiej. Proces ten pozwala na uzyskiwania dużych wydajności wykonywania form i polega na:
- zagęszczeniu I stopnia za pomocą wstrzelenia masy formierskiej z komory strzałowej do zestawu formierskiego (nośnik płyty modelowej, płyta modelowa, skrzynka formierska oraz nadstawka),
- zagęszczeniu II stopnia (ostatecznego) za pomocą prasowania pod wysokimi naciskami (p≥0,6MPa).
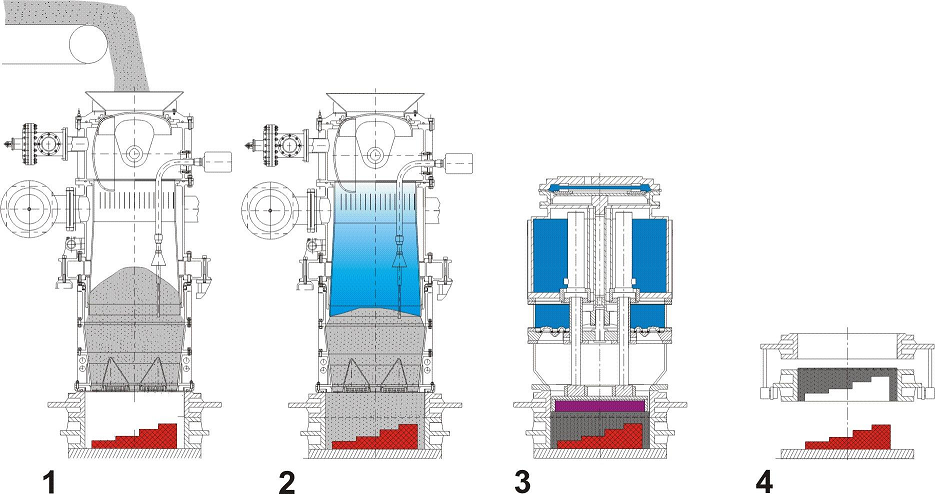
Fazy procesu zagęszczania form technologią wstrzeliwania masy i prasowania:
1- dozowanie masy formierskiej, 2- zwieranie zestawu formowego: płyta modelowa, skrzynka formierska, ramka nadmiarowa z głowicą strzałową, 3- prasowanie, 4- oddzielanie modelu od formy
Strzelarko-prasa SP to czterostanowiskowa maszyna formierska, przeznaczona do wykonywania form, szczególnie do zalewania w stosach. Maszyna przystosowana jest do formowania w niskich okrągłych skrzyniach i przy zastosowaniu niskich modeli. Posiada płytę modelową dolną i górną. Płyta modelowa górna w przypadku formowania pierścieni nie jest uzbrojona w modele.
Strzelarko-prasa SP może pracować w automatycznych liniach formierskich lub w pojedynczych stanowiskach.
Strzelarko prasa może być wykonana lub przystosowana do różnych wielkości i wysokości skrzynek formierskich, w zależności od wymagań klienta. Strzelarko-prasę SP wykonuje formy w trzech etapach (operacjach): dozowania, prasowania i oddzielania. Skrzynia formierska, za pomocą nośnika skrzyń formierskich i form, ustawia się nad ramką nadmiarową, następuje przemieszczenie do góry skrzyni na ramce nadmiarowej i zamknięcie komory technologicznej, zadozowanie masy, wysunięcie trzpienia do odtwarzania układu wlewowego i sprasowanie masy formierskiej w skrzyni formierskiej. Po prasowaniu, następuje wycofanie trzpienia do odtworzenia układu wlewowego w dół. Z momentem rozpoczęcia opadania prasy, zaczyna się oddzielenie formy od modelu.
Po opadnięciu prasy skrzynia formierska powraca na nośnik skrzyń formierskich i form, następuje obrót o 90o i wykonanie wlewu głównego, a następnie skrzynia formierska przemieszcza się ponownie o 90o do pozycji początkowej, kończąc cykl wykonania formy.
Charakterystyka techniczna strzelarko-prasy SP-4 ujęta jest w poniższej tabeli:
| Wymiary skrzynek formierskich w świetle | ||
| Skrzynia H=35 | mm | Ø423 |
| Skrzynia H=70 | mm | Ø423 |
| Wysokość skrzynek formierskich | ||
| Skrzynia H=35 | mm | 35 |
| Skrzynia H=70 | mm | 70 |
| Pozostałe parametry | ||
| Wydajność maszynowa w cyklu automatycznym linii | form/h | 400 |
| Ciśnienie w zbiorniku sprężonego powietrza regulacja płynna | MPa | 0,3÷0,6 |
| Naciski powierzchniowe prasy na półformę – płynna regulacja | MPa | 0,4÷1,2 |
| Max siła prasy | kN | 0÷140 |
| Max skok prasy | mm | 75 |
| Wysokość nadmiaru masy w ramce nadmiarowej (regulowana płynnie) | mm | 0-50 |
| Maksymalna odległość ramki nadmiarowej od skrzynki formierskiej po oddzieleniu | mm | Około 15 |
| Ciśnienie sprężonego powietrza | MPa | 0,6÷0,7 |
| Napięcie zasilania | V | 3x400V/50Hz |
| Napięcie sterowania | V | 24 |
| Moc zainstalowana | kW | 15 |
| Minimalna temperatura pracy maszyny | °C | +5 |
| Całkowita masa | Mg | 2,71 |
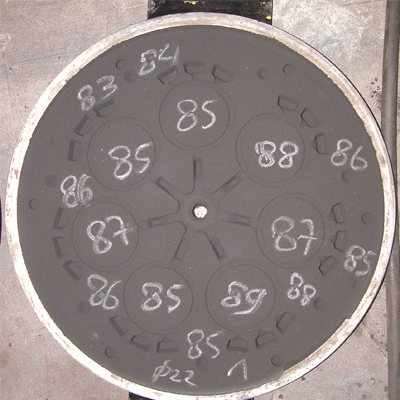
Forma wykonana przez strzelarko-prasę SP z masy formierskiej z bentonitem

Forma wykonana przez strzelarko-prasę SP z masy formierskiej olejowej
Wykonywanie form przez strzelarko-prasę realizowane jest w cyklu automatycznym, natomiast kolejne operacje technologiczne mogą być zautomatyzowane w takim samym stopniu jak w innych liniach odlewniczych.
Strzelarko-prasy SP wyposażone są w sterownik swobodnie programowalny PLC, który umożliwia realizacje różnych funkcji: jak nastawę parametrów technologicznych, wizualizację procesu formowania oraz archiwizację danych.
Oferujemy pomoc naszych specjalistów szczególnie w:
- usytuowaniu, lokalizacji maszyny formierskiej w istniejących obiektach,
- wykonanie założeń fundamentowych lub projektu fundamentów,
- doborze odpowiedniego systemu dozowania masy formierskiej,
- optymalizacji przebiegu procesu technologicznego w zakresie doboru parametrów,
- doborze odpowiedniego system odpylania dostosowanego do warunków pracy linii,
- pomocy w pozyskaniu środków z UE oraz innych programów.
Nasz doświadczony zespół specjalistów chętnie udzieli Państwu wszelkich informacji i pomocy.